玻璃钢夹砂管道成型油压机系统泄漏的检测和管理
文章出处:www.yyj58.com
人气:126发表时间:2019-07-22 09:35
遗憾的是,玻璃钢夹砂管道成型油压机液压系统中发现的许多泄漏都会导致公司的利润下降 - 利润损失,设备性能降低,可靠性降低,流体成本增加,管理成本增加等导致的利润损失。
由于在系统性能受到严重影响之前没有泄漏的可视指示,因此未发现更多泄漏。具有这些泄漏的部件通常在故障维护的非计划,灭火模式下进行维修。
识别和控制液压系统泄漏需要基于监测液压系统内泄漏的记录保持和监视的深入方法。此外,致力于针对泄漏的根本原因进行维修和/或修改,以及监控方法,将确保维修有效。
目前运行的绝大多数玻璃钢夹砂管道成型油压机液压系统都存在泄漏 - 计划泄漏。它们在设计时考虑了特定功能,并且在许多情况下,由原始设备制造商(OEM)记录为在正常操作条件下可接受的泄漏量。
内部计划泄漏通常是小孔或通路,其允许来自系统的较高加压区的流体行进到较低加压区以润滑,清洁和冷却特定部件或区域。这些计划的内部泄漏不允许流体离开液压回路,因此没有视觉指示其存在。内部泄漏过多的最常见原因是在正常操作期间部件表面的磨损。
泄漏也可能是由于系统设计不良,部件选择不正确,部件制造过程中质量控制公差较差以及重建部件检修不当造成的。系统性能,可靠性和增加的工作温度是内部泄漏过多的第一个视觉信号。
通常遇到的主要动力损失液压系统是泵和电动机内部泄漏的结果。这种泄漏是泵和马达的泵送机构内过度间隙导致体积效率降低的结果。滑动 - 用于描述泵/马达的体积损失的常用术语 - 通常在输入能量保持相同或更高时被识别,除了在液压回路中可以执行的工作量较少。
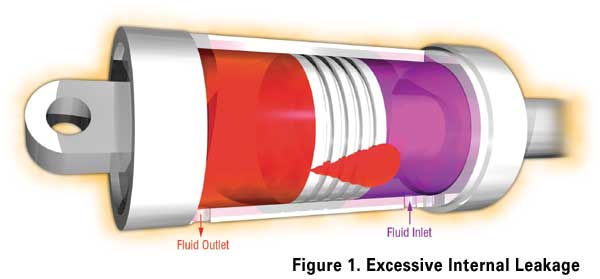
在液压缸中,气缸杆的漂移或蠕变以及气缸不能保持设计的负荷将通过增加泄漏来识别。过度泄漏是由于流体通过磨损的密封件或磨损的气缸筒绕过活塞密封圈(图1)。
在滑阀中,阀芯和阀体之间的过大的内部间隙降低了液压回路的控制和稳定性及其功能。利润损失是能量流体的结果,允许通过具有超出规范的间隙问题的滑阀逃回到储存器。
具有弱弹簧或堵塞打开状态的安全阀或其他弹簧偏置阀通过允许加压流体绕过工作回路而具有相同的流体能量损失效果。
低流体粘度或过热(降低流体的有效粘度)也会增加泄漏率。这种形式的内部泄漏会降低系统性能并降低流体膜强度,这也会导致玻璃钢夹砂管道成型油压机设备表面过早磨损和流体性能。
最终,所有这些条件都会影响液压系统的性能,最终影响公司的利润。在大多数情况下检测计划外泄漏将依赖于特定工具来检查泄漏的位置和数量。
性能问题或电路无法执行其设计功能通常会触发工匠在各个位置(例如泵上的壳体排放口)安装流量计,以检测由于配合表面中不可接受的间隙导致的过度泄漏。
许多公司在泵和电机的壳体排水管上安装流量计,以确定何时在性能受到严重影响之前对这些部件进行大修。在关键的自动定位系统中,控制阀和液压缸都需要定期进行台架测试,以确保维持可接受的泄漏率。此时,所有超出可接受标准的组件都需要进行大修,以确保达到OEM最低标准。
OEM建议其设备在设计参数范围内执行所需的最佳操作粘度。在许多情况下,选择流体并保持达到OEM推荐粘度的工作温度成为最终用户的责任。
关键部件的温度测量可确保设备在最佳范围内运行。使用粘度 - 温度标准图(ASTM D341)有助于确定这些变量(图2)。
非接触式红外测温仪可用于非侵入式测量设备的工作温度。安全阀处的异常温度升高可能表明阀门处于旁路状态。这种旁路条件将在组件中局部产生热量; 在许多情况下,由于系统冷却器或整个玻璃钢夹砂管道成型油压机系统的散热,监测系统储存器温度会导致异常未被检测到。
超声波检测已被证明是确定阀门和气缸泄漏的各个位置的高压或高速泄漏的另一种有效方法。该方法能够实现内部泄漏的定位; 但与温度读数类似,结果无法量化为泄漏量。唯一可量化的方法是使用流量计或其他相关测试设备测量给定时间范围内的流体损失的流量或数量。

由于系统性能和生产通常不受影响,因此不会始终修复持续的滴水或跌落。泄漏液体的位置和/或数量在许多情况下像“Waldo” - 很难找到 - 并且修复不值得付出努力(图4)。
许多公司每年花费数万美元来替换补充液体,而不是真正了解滴灌的财务影响。报告显示,流体的更换成本可能比新流体的成本高五倍。流体更换成本中没有代表的两个区域应该是更新修复泄漏的兴趣:
1.安全问题
2.环境问题
当泄漏被允许存在而没有合适的维护实践来消除泄漏时,这两个领域都会产生个人和财务影响。
流体消耗的检测和量化是外部泄漏控制的第一步。必须保持最新的油藏管理记录,以确定何时,由谁以及需要多少流体来填充油藏。这些记录应与目视检查一起使用,以确定任何检测到的异常的位置和泄漏率。
SAE J1176泄漏分类表是一种用于量化泄漏后的泄漏量的方法(图5)。泄漏率和位置的量化将有机会确定维修的优先顺序。在许多情况下,泄漏的来源和数量无法确定,因为很难看到。最佳做法建议偶尔清洁一个区域并完全擦拭设备以检查泄漏。
然而,在操作生产设施中执行这些操作的实用性几乎是不可能的任务。为了缓解这个问题,已经制定了对黑光敏感的染料,以帮助定位和识别泄漏的外部。该液体染料配制成与现有的玻璃钢夹砂管道成型油压机液压流体和机器表面兼容。
将染料混入储液器中,然后当被黑光线照射时,混合物将发出明亮的绿色/黄色光(图6)。这种视觉检测方法有助于确定被观察的流体是否来自相关系统的主动泄漏(图7)。


通过提供培训和提供合适的仪器来量化,表征和分析所有类型的泄漏,提高了对该计划的承诺。这些收集的信息将为维护专业人员提供通过计划执行泄漏控制活动的机会,
组织,管理和实施纠正解决方案,以实现泄漏稳定性。管理液压系统泄漏稳定性可降低能耗,减少浪费,延长正常运行时间,提高玻璃钢夹砂管道成型油压机设备可靠性并增加公司利润。
由于在系统性能受到严重影响之前没有泄漏的可视指示,因此未发现更多泄漏。具有这些泄漏的部件通常在故障维护的非计划,灭火模式下进行维修。
识别和控制液压系统泄漏需要基于监测液压系统内泄漏的记录保持和监视的深入方法。此外,致力于针对泄漏的根本原因进行维修和/或修改,以及监控方法,将确保维修有效。
目前运行的绝大多数玻璃钢夹砂管道成型油压机液压系统都存在泄漏 - 计划泄漏。它们在设计时考虑了特定功能,并且在许多情况下,由原始设备制造商(OEM)记录为在正常操作条件下可接受的泄漏量。
内部计划泄漏通常是小孔或通路,其允许来自系统的较高加压区的流体行进到较低加压区以润滑,清洁和冷却特定部件或区域。这些计划的内部泄漏不允许流体离开液压回路,因此没有视觉指示其存在。内部泄漏过多的最常见原因是在正常操作期间部件表面的磨损。
泄漏也可能是由于系统设计不良,部件选择不正确,部件制造过程中质量控制公差较差以及重建部件检修不当造成的。系统性能,可靠性和增加的工作温度是内部泄漏过多的第一个视觉信号。
通常遇到的主要动力损失液压系统是泵和电动机内部泄漏的结果。这种泄漏是泵和马达的泵送机构内过度间隙导致体积效率降低的结果。滑动 - 用于描述泵/马达的体积损失的常用术语 - 通常在输入能量保持相同或更高时被识别,除了在液压回路中可以执行的工作量较少。
图片仅供参考,详情请咨询18306370979(陈女士)
在液压缸中,气缸杆的漂移或蠕变以及气缸不能保持设计的负荷将通过增加泄漏来识别。过度泄漏是由于流体通过磨损的密封件或磨损的气缸筒绕过活塞密封圈(图1)。
在滑阀中,阀芯和阀体之间的过大的内部间隙降低了液压回路的控制和稳定性及其功能。利润损失是能量流体的结果,允许通过具有超出规范的间隙问题的滑阀逃回到储存器。
具有弱弹簧或堵塞打开状态的安全阀或其他弹簧偏置阀通过允许加压流体绕过工作回路而具有相同的流体能量损失效果。
低流体粘度或过热(降低流体的有效粘度)也会增加泄漏率。这种形式的内部泄漏会降低系统性能并降低流体膜强度,这也会导致玻璃钢夹砂管道成型油压机设备表面过早磨损和流体性能。
最终,所有这些条件都会影响液压系统的性能,最终影响公司的利润。在大多数情况下检测计划外泄漏将依赖于特定工具来检查泄漏的位置和数量。
性能问题或电路无法执行其设计功能通常会触发工匠在各个位置(例如泵上的壳体排放口)安装流量计,以检测由于配合表面中不可接受的间隙导致的过度泄漏。
许多公司在泵和电机的壳体排水管上安装流量计,以确定何时在性能受到严重影响之前对这些部件进行大修。在关键的自动定位系统中,控制阀和液压缸都需要定期进行台架测试,以确保维持可接受的泄漏率。此时,所有超出可接受标准的组件都需要进行大修,以确保达到OEM最低标准。
OEM建议其设备在设计参数范围内执行所需的最佳操作粘度。在许多情况下,选择流体并保持达到OEM推荐粘度的工作温度成为最终用户的责任。
关键部件的温度测量可确保设备在最佳范围内运行。使用粘度 - 温度标准图(ASTM D341)有助于确定这些变量(图2)。
图片仅供参考,详情请咨询18306370979(陈女士)
非接触式红外测温仪可用于非侵入式测量设备的工作温度。安全阀处的异常温度升高可能表明阀门处于旁路状态。这种旁路条件将在组件中局部产生热量; 在许多情况下,由于系统冷却器或整个玻璃钢夹砂管道成型油压机系统的散热,监测系统储存器温度会导致异常未被检测到。
超声波检测已被证明是确定阀门和气缸泄漏的各个位置的高压或高速泄漏的另一种有效方法。该方法能够实现内部泄漏的定位; 但与温度读数类似,结果无法量化为泄漏量。唯一可量化的方法是使用流量计或其他相关测试设备测量给定时间范围内的流体损失的流量或数量。
图4.外部泄漏 - 难以找到源。
外泄漏是最容易识别的泄漏类型。即使是未经训练的眼睛也可以很容易地发现像德克萨斯间歇泉一样的破裂的软管喷油。这些类型的泄漏通常会很快得到修复,因为如果忽略该问题,设备,生产线或工艺将很快停止。由于系统性能和生产通常不受影响,因此不会始终修复持续的滴水或跌落。泄漏液体的位置和/或数量在许多情况下像“Waldo” - 很难找到 - 并且修复不值得付出努力(图4)。
许多公司每年花费数万美元来替换补充液体,而不是真正了解滴灌的财务影响。报告显示,流体的更换成本可能比新流体的成本高五倍。流体更换成本中没有代表的两个区域应该是更新修复泄漏的兴趣:
1.安全问题
2.环境问题
当泄漏被允许存在而没有合适的维护实践来消除泄漏时,这两个领域都会产生个人和财务影响。
流体消耗的检测和量化是外部泄漏控制的第一步。必须保持最新的油藏管理记录,以确定何时,由谁以及需要多少流体来填充油藏。这些记录应与目视检查一起使用,以确定任何检测到的异常的位置和泄漏率。
图片仅供参考,详情请咨询18306370979(陈女士)
SAE J1176泄漏分类表是一种用于量化泄漏后的泄漏量的方法(图5)。泄漏率和位置的量化将有机会确定维修的优先顺序。在许多情况下,泄漏的来源和数量无法确定,因为很难看到。最佳做法建议偶尔清洁一个区域并完全擦拭设备以检查泄漏。
然而,在操作生产设施中执行这些操作的实用性几乎是不可能的任务。为了缓解这个问题,已经制定了对黑光敏感的染料,以帮助定位和识别泄漏的外部。该液体染料配制成与现有的玻璃钢夹砂管道成型油压机液压流体和机器表面兼容。
将染料混入储液器中,然后当被黑光线照射时,混合物将发出明亮的绿色/黄色光(图6)。这种视觉检测方法有助于确定被观察的流体是否来自相关系统的主动泄漏(图7)。
图6.荧光染料泄漏检测
图7.视觉增强染料
不断变化的工作场所,环境和对设备可靠性的需求需要共同努力来监控和维护所有计划外泄漏。该泄漏控制程序必须从原始设备设计开始,并在设备的整个生命周期内进行维护,以保持系统的可行性和系统完整性。通过提供培训和提供合适的仪器来量化,表征和分析所有类型的泄漏,提高了对该计划的承诺。这些收集的信息将为维护专业人员提供通过计划执行泄漏控制活动的机会,
组织,管理和实施纠正解决方案,以实现泄漏稳定性。管理液压系统泄漏稳定性可降低能耗,减少浪费,延长正常运行时间,提高玻璃钢夹砂管道成型油压机设备可靠性并增加公司利润。
推荐产品
同类文章排行
- 汽车门内衬拉伸成型需要多少吨油压机
- 生产炭素坩埚需要什么设备
- 汽车门内衬拉伸油压机
- 砂轮成型油压机
- 塑料托盘成型油压机
- 彩石金属瓦成型油压机
- 耐火砖是怎么加工成型的?
- W型钢带冲压成型油压机
- SMC电缆线槽模压成型油压机
- 耐火砖压制成型需要什么设备
最新资讯文章
- 生产陶瓷粉末制品需要什么设备
- 生产牛羊舔砖需要什么设备
- 汽车门内衬拉伸成型需要多少吨油压机
- 氧化铝粉末成型油压机
- 塑料花盆热压成型需要多少吨油压机
- 生产炭素坩埚需要什么设备
- 石墨匣钵粉末成型需要多少吨油压机
- 万向节轴承座热锻成型油压机
- 汽车门内衬拉伸油压机
- 活性炭压制成型油压机